- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


صواميل اللحام ذات الياقة السداسية العميقة
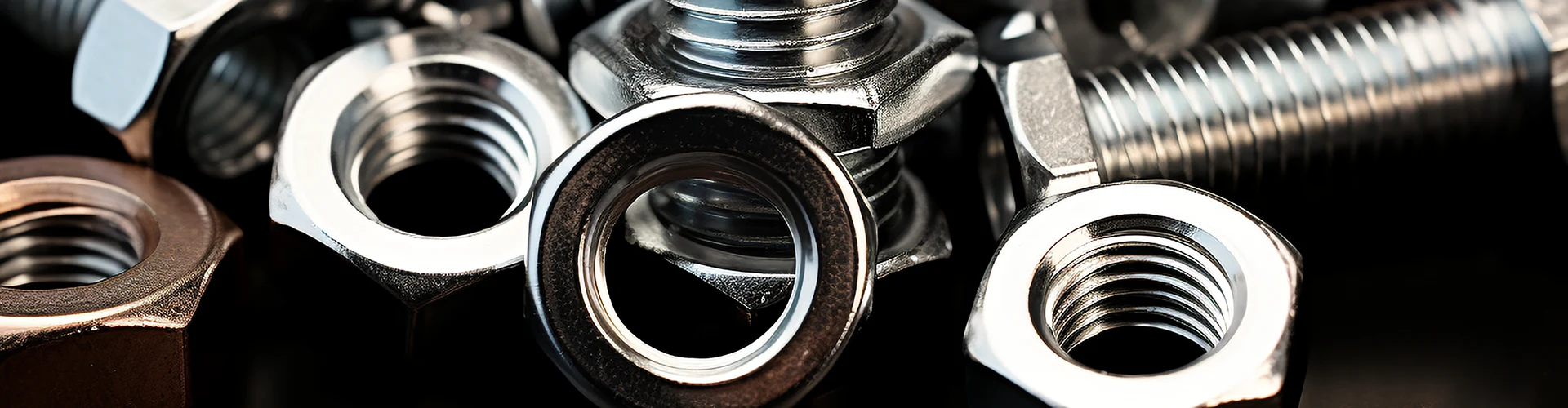
اختر أحدث صواميل اللحام ذات الياقة العميقة Xiaoguo® Hexagon Deep Collar المصنوعة في الصين. يتطابق الرأس السداسي القياسي تمامًا مع مفتاح الربط العادي. يشغل التصميم السداسي مساحة صغيرة مما يجعله مناسبًا للتثبيت واللحام في المساحات المحدودة. بعد الانتهاء من اللحام، يمكن تشديد البراغي مباشرة.
نموذج:JIS B1196-1.1-1982
إرسال استفسار
وصف المنتج
إن نتوءات اللحام الثلاثة الموجودة في الجزء السفلي من صواميل اللحام ذات الياقة العميقة السداسية هي السمات الهيكلية الرئيسية التي تميزها عن الصواميل العادية. يتم توزيع هذه النقاط الثلاث بالتساوي عند 120 درجة وتلعب الأدوار الأساسية الأربعة التالية أثناء عملية اللحام النقطي بالمقاومة:
(1) يتركز التيار ويذوب أولاً.
مساحة المقطع العرضي للنقطة البارزة أصغر من مساحة قاعدة الجوز. عندما يمر تيار اللحام، تزداد كثافة التيار بشكل حاد عند النقطة البارزة، مما يولد حرارة مقاومة شديدة، مما يتسبب في ذوبان النقطة البارزة بشكل تفضيلي قبل جسم الجوز والمعدن الأساسي.
(2) ثلاث نقاط تحدد المستوى، مع التفاوت التكيفي
ثلاث نقاط تحدد المستوى. حتى إذا كان هناك تفاوت طفيف على سطح المادة الأساسية (مثل بقع الزيت والصدمات البسيطة والانخفاضات)، أو إذا كان السطح السفلي لصواميل اللحام ذات الياقة العميقة السداسية ليس مسطحًا تمامًا، فإن النقاط الثلاث البارزة يمكن أن تضمن أن ثلاث نقاط على الأقل على اتصال ثابت مع المادة الأساسية. وهذا يقلل بشكل كبير من حساسية عملية اللحام لجودة سطح قطعة العمل، ويحسن معدل نجاح اللحام.
(3) تشكيل ثلاثة نوى لحام متناظرة، مع قوة لحام موحدة
تذوب النتوءات الثلاثة في وقت واحد عند تطبيق الطاقة، وتحت الضغط، يتم تشكيل ثلاثة قلوب لحام موزعة بالتساوي. بالمقارنة مع اللحام بنقطة واحدة أو نقطتين، فإن الهيكل ثلاثي النقاط يؤدي إلى توزيع أكثر اتساقًا لقوة اللحام، ومقاومة أقوى للالتواء والسحب.
(4) الحد من المعدن المنصهر وتقليل التناثر
يحصر تصميم النتوء المعدن المنصهر في المنطقة المحلية التي يوجد بها النتوء. تحت تأثير ضغط القطب الكهربائي، ينتشر المعدن المنصهر إلى الخارج إلى حد محدود، مما يقلل من احتمالية الضغط عليه وتشكيل التناثر.

التفتيش اليومي
يتم تثبيت صواميل اللحام ذات الياقة العميقة السداسية بشكل دائم على قطعة العمل من خلال اللحام النقطي بالمقاومة. في ظل ظروف الاستخدام العادية، فإنه لا يتطلب أي صيانة يومية تقريبًا. ومع ذلك، في الخدمة طويلة الأمد أو في بيئات محددة، يمكن لعمليات الفحص والصيانة المناسبة إطالة عمر الخدمة وضمان موثوقية الاتصال.
(1) مظهر نقطة اللحام
لاحظ بالعين المجردة أو باستخدام عدسة مكبرة أنه لا ينبغي أن يكون هناك أي شقوق أو صدأ أو علامات انفصال اللحام. إذا تم العثور على شقوق أو انفصال اللحام، فيجب إعادة لحام اللحام أو استبدال الجوز.
(2) شفة/قاعدة مناسبة
الفحص البصري للتحقق مما إذا كان سطح الحافة متصل بإحكام بقطعة العمل دون أي تزييف. قد يشير الالتواء إلى سوء اللحام ويجب تقييم القوة.
(3) حالة الموضوع
باستخدام المقياس أو الفحص البصري، إذا كان الخيط سليمًا دون أي انزلاق أو انسداد في برادة الحديد، فلا حاجة لأي تعديل. إذا كان هناك انسداد بسيط، فيمكن استخدام التوسيع بنقرة واحدة؛ إذا كان هناك انزلاق، فيجب استبدال صواميل اللحام ذات الياقة العميقة السداسية.
(4) طبقة مضادة للصدأ
الفحص البصري للتأكد من اكتمال الطلاء أو اللمسة النهائية دون وجود مناطق كبيرة من الصدأ. يمكن معالجة الصدأ المحلي عن طريق وضع طلاء مضاد للصدأ أو رذاذ الجلفنة البارد.

| الاثنين | م4 | م5 | م6 | م8 | م10 | م12 |
| P | 0.7 | 0.8 | 1 | 1|1.25 | 1.25|1.5 | 1.25|1.75 |
| الحد الأقصى | 11 | 11 | 13 | 15 | 17 | 19 |
| دقيقة | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| ح ماكس | 5 | 5 | 6 | 7.5 | 9 | 11 |
| ح دقيقة | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| د1 كحد أقصى | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| د1 دقيقة | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| ح كحد أقصى | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| ح دقيقة | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 كحد أقصى | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| ساعة واحدة دقيقة | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
الكلمات الساخنة: صواميل اللحام ذات الياقة السداسية العميقة، الصين، الشركة المصنعة، المورد، المصنع
الفئة ذات الصلة
مسدس الجوز
الجوز المربع
الجوز شفة السداسي
قفل الجوز
غطاء الجوز
الجوز مشقوق مسدس
برغي اليد الجوز
جولة الجوز
محاور المكسرات
تي الجوز
ريد الجوز
مكسرات أخرى
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.