- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
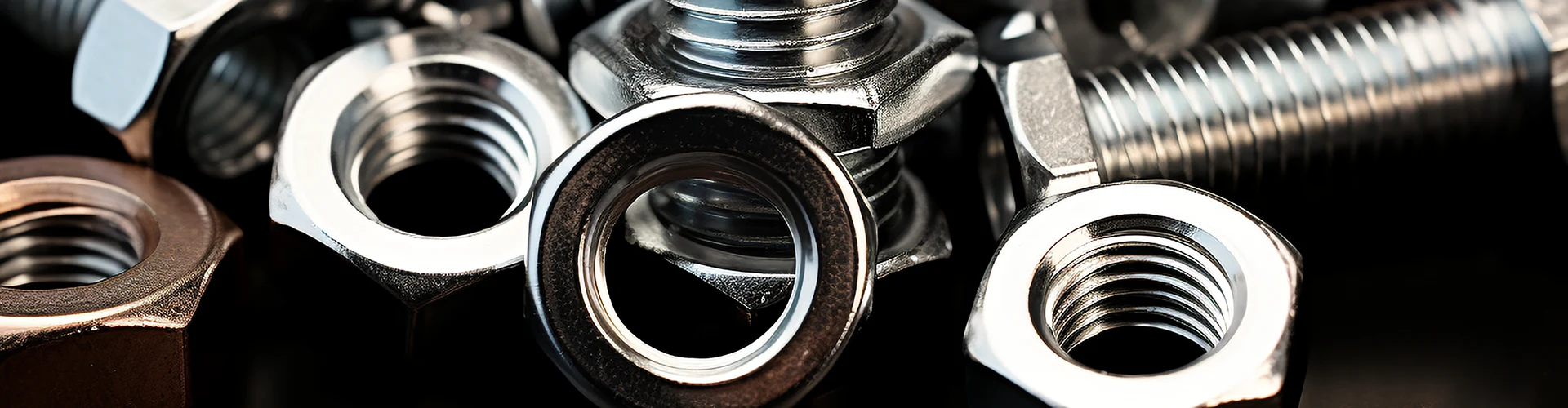


Npt ذكر المكونات السداسية الداخلية
عينة المكونات السداسية الداخلية للذكور Xiaoguo® Npt تأتي مع ختم مخروطي الشكل. عند الاستخدام، ما عليك سوى شد الخيط لتحقيق الختم. ليست هناك حاجة إلى جوانات إضافية للمساعدة. هيكل المنتج بسيط وسهل التشغيل.
إرسال استفسار
وصف المنتج
تتضمن عملية تصنيع المكونات السداسية الداخلية للذكر Npt استخدام تقنية القولبة المتقدمة جنبًا إلى جنب مع التصنيع الدقيق باستخدام الحاسب الآلي. الهدف الرئيسي هو ضمان أداء الختم للخيط وموثوقية المحرك السداسي الداخلي.
(1) تليين المواد الخام
وفقًا لخصائص المواد المختلفة، يخضع مخزون القضبان الطويلة إلى معالجة التلدين الناعمة. تعمل هذه العملية على إزالة الضغط الداخلي في الفولاذ، وتحسين بنية الحبوب، وتعزيز مرونة المادة، وإعدادها لمعالجة "التشكيل على البارد" اللاحقة، ومنع التشقق أثناء المعالجة.
(2) يموت صب الفراغات
1. عملية الإنتاج القياسية (طريقة العنوان البارد): في آلة التوجيه البارد، يتم تغذية مادة السلك إلى القالب. من خلال المحطات المستمرة مثل القطع، التشكيل المسبق، والحدادة النهائية، فإن التثقيب للمعدات سوف يشكلها مباشرة إلى شكل سداسي داخلي، ومن ثم سيتم تشكيل ثقب سداسي داخلي في الرأس.
2. عملية عالية الدقة (طريقة الطحن/الخراطة CNC): يتم تغذية مادة الشريط الطويل إلى مخرطة CNC. أولاً، يتم تشكيل الشكل، ومن ثم يتم استخدام صنبور سداسي داخلي خاص (بروش) لمعالجة الثقوب السداسية الداخلية في الجزء.

(3) تحول دقيق وتشكيل خيط NPT
بعد الانتهاء من عملية الصب الخام، تتم معالجتها بدقة باستخدام مخرطة التحكم العددي CNC ذات الدقة العالية.
تتم المعالجة باستخدام قاطعة طحن ملولبة لتشكيل NPT مخصصة. بعد اكتمال المعالجة، يتم استخدام مقياس حلقة الخيط NPT للفحص.
(4) المعالجة الحرارية والتصلب
من أجل أن تتحمل المكونات السداسية الداخلية للذكر Npt القوة الميكانيكية للضغط العالي، فإن المنتجات شبه المصنعة المصنوعة من الفولاذ الكربوني أو سبائك الفولاذ تحتاج إلى الخضوع للمعالجة الحرارية. العملية الأساسية هي "التلطيف (التبريد + التقسية بدرجة الحرارة العالية)"، والتي يمكن أن تجعل صلابة المنتجات تلبي متطلبات الأداء الأعلى.
(5) المعالجة السطحية
سوف تخضع المكونات السداسية الداخلية للذكور Npt بعد المعالجة الحرارية للمعالجة السطحية وفقًا لمتطلبات العميل أو بيئة التطبيق.
(6) فحص الجودة
يجب أن تخضع كل دفعة من المكونات السداسية الداخلية للذكور Npt لفحص صارم للجودة قبل تعبئتها وشحنها.
1. فحص شامل للبعد والخيط: بما في ذلك فحص كتلة المقياس، وقياس درجة السداسي الداخلي، لضمان اتساق الأبعاد.
2. فحص صارم للمظهر والأداء: استخدم XRF للتحقق من المواد، استخدم عدسة مكبرة للبحث عن العيوب، وقم بإجراء اختبارات الأداء الميكانيكي.
3. فحص المصنع والتعبئة النهائية: قبل الشحن، ستخضع جميع المنتجات لفحص المصنع بنسبة 100%. بعد اجتياز الفحص، سيتم تنظيف المنتجات وتعبئتها.

| خيط | التطوير التنظيمي (بوصة) | التطوير التنظيمي (مم) | ارتفاع | القطر السداسي |
| NPT1/8 | 13/32≈3/8 | 10.287 ملم | 0.31 بوصة/8 ملم | 0.19 بوصة/5 ملم |
| NPT1/4 | 33/64≈1/2 | 13.000 ملم | 0.39 بوصة/10 ملم | 0.23 بوصة/6 مم |
| معاهدة عدم الانتشار 3/8 | 43/64≈5/8 | 17.145 ملم | 0.43 بوصة/11 ملم | 0.31 بوصة/8 ملم |
| نبت1/2 | 27/32≈3/4 | 20.500 ملم | 0.59 بوصة/15 ملم | 0.39 بوصة/10 ملم |
الكلمات الساخنة: Npt ذكر المكونات السداسية الداخلية، الصين، الشركة المصنعة، المورد، المصنع
الفئة ذات الصلة
بولت
بندق
أفسد
عشيق
اللحام المكسرات
الحفر الذاتي ومسامير الخشب
غسالة
حلقة إغلاق
دبوس
قطع الغيار
تجميع المعدن
الأدوات وغيرها من السحابات
حبل أسلاك الفولاذ
ربيع لفائف
قابس الزيت
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.