- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
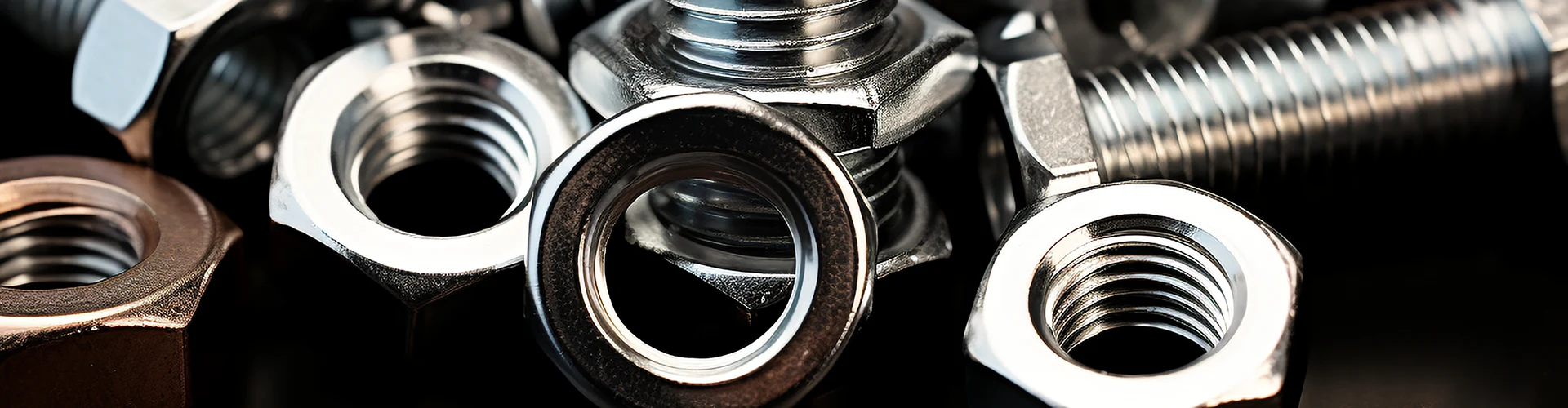


صامولة اللحام المربعة M8
هل تبحث عن مثبتات احترافية، قد يكون أحدث صامولة اللحام المربعة M8 من Xiaoguo® هو خيارك المثالي. إنها مناسبة للجانب الخلفي من الصفائح المعدنية. عند تثبيت أدوات التثبيت الخارجية، ليست هناك حاجة للمس الجانب الخلفي. وهي مناسبة بشكل خاص للمرفقات من النوع المغلق.
نموذج:Q 371-1999
إرسال استفسار
وصف المنتج
الأبعاد القياسية والمفتاحية
يتم إنتاج صامولة اللحام المربعة M8 بما يتفق بدقة مع معيار DIN 928:2013-12. تحدد هذه المواصفة القياسية الأبعاد والمتطلبات الفنية لصواميل اللحام المربعة ذات الخيوط الخشنة التي تتراوح من M4 إلى M16 والخيوط الدقيقة التي تتراوح من 8 مم إلى 16 مم. درجة المنتج هي درجة.
| المعلمة | القيمة (مم) | تسامح |
| مواصفات الموضوع | م8 × 1.25 | - |
| عرض الحافة (s/sw) | 14 ملم | ±0.3 |
| العرض القطري (هـ) | 18 ملم | ±0.6 |
| السماكة الكلية (م1/ساعة) | 6.5 ملم | ±0.3 |
| قطر الرأس (دك) | 12.8 ملم | - |
| ارتفاع نقطة النتوء | 1.0 ملم | ±0.1 |
| زاوية نقطية مقعرة | 45 درجة | ±5° |

النوع الهيكلي
تنقسم صامولة اللحام المربعة M8 إلى نوعين بناءً على ما إذا كانت تحتوي على دبوس تحديد موضع أم لا: النوع بدون دبوس والنوع المجهز بدبوس.
(1) غير مأهولة
وصف:
شكل مربع، بعرض الجوانب المتقابلة 14 ملم. يحتوي السطح السفلي على أربع نتوءات لحام نصف كروية موزعة بالتساوي على الزوايا الأربع، بدون دبابيس توجيه. السطح السفلي مسطح بمواصفات M8 × 1.25 ودقة 6H.
مبدأ العمل:
أثناء اللحام، يتم تحديد الموضع من خلال مسامير تحديد الموقع الموجودة على القطب الكهربائي السفلي أو الفتحات المربعة الموجودة على قطعة العمل. تذوب النتوءات الأربعة في وقت واحد أثناء اللحام بالمقاومة، مما يشكل قلب لحام موحد.
السيناريوهات القابلة للتطبيق:
عندما يكون هناك بالفعل صامولة لحام مربعة M8 في الفتحة المربعة لقطعة العمل أو عندما يكون تحديد الموضع موثوقًا به،
يمكن اعتماد تقنيات اللحام اليدوي أو اللحام شبه الأوتوماتيكي.
وهذا مناسب للتطبيقات الحساسة من حيث التكلفة مع متطلبات منخفضة لدقة تحديد المواقع.

| d | p | S | H | h | K | D | |||||||
| القطر الاسمي | يقذف | البعد الأساسي | تسامح | البعد الأساسي | تسامح | البعد الأساسي | تسامح | البعد الأساسي (تقريبي) | البعد الأساسي | تسامح | |||
| م4 | 0.7 | 9.0 | 0一0.2 | 3.2 | ±0.15 | 0.8 | 0一0.2 | 0.2 | 7.0 | 一0.1 一0.3 | |||
| م5 | 0.8 | 10.0 | 4.0 | 0.8 | 0.2 | 7.0 | |||||||
| م6 | 1.0 | 11.0 | 5.0 | 0.8 | 0.2 | 9.0 | |||||||
| م8 | 1.25 | 13.0 | 6.0 | ±0.2 | 0.8 | 0.2 | 11.0 | ||||||
(2) طيارة
وصف:
الشكل مربع، مع بقاء عرض الجوانب المتقابلة عادة عند 14 ملم. توجد نتوءات الزوايا الأربع على السطح السفلي مع دبوس التوجيه المركزي. يبلغ قطر دبوس التوجيه عادةً 9.6 مم أو 11.6 مم (حسب متطلبات العميل). يبلغ ارتفاع دبوس التوجيه 1.5 مم، 2.0 مم، أو 2.5 مم، مما يتوافق مع سمك المادة الأساسية. الخيط M8 × 1.25، بدقة 6H.
مبدأ العمل:
يتم إدخال دبوس التوجيه في فتحة تحديد الموضع المثقوبة مسبقًا لقطعة الشغل لتحقيق تحديد موضع دقيق ومنع صامولة اللحام المربعة M8 من التحول أثناء اللحام. في الوقت نفسه، يمنع دبوس التوجيه بشكل فعال رذاذ اللحام من الدخول إلى الفتحة الملولبة إلى حد معين.
السيناريوهات القابلة للتطبيق:
خط اللحام الآلي الآلي (مع متطلبات تحديد المواقع العالية)
عندما لا تحتوي قطعة العمل على فتحات مربعة ويتم وضعها فقط بواسطة فتحات مستديرة
التطبيقات التي يجب فيها منع خبث اللحام من عرقلة الخيوط
الكلمات الساخنة: M8 Square Weld Nut، الصين، الشركة المصنعة، المورد، المصنع
الفئة ذات الصلة
مسدس الجوز
الجوز المربع
الجوز شفة السداسي
قفل الجوز
غطاء الجوز
الجوز مشقوق مسدس
برغي اليد الجوز
جولة الجوز
محاور المكسرات
تي الجوز
ريد الجوز
مكسرات أخرى
إرسال استفسار
لا تتردد في تقديم استفسارك في النموذج أدناه. سوف نقوم بالرد عليك خلال 24 ساعة.